1. Pregătirea pentru răzuire:presă flexografică ciÎn prezent, se utilizează raclete din cauciuc poliuretanic rezistent la ulei, cauciuc siliconic rezistent la foc și ulei, cu duritate și moliciune moderate. Duritatea racletei se calculează în duritate Shore. În general, este împărțită în patru grade: 40-45 de grade sunt raclete cu duritate scăzută, 50-55 de grade sunt raclete cu duritate moale, 60-65 de grade sunt raclete cu duritate medie și 70-75 de grade sunt raclete dure. Platforma de imprimare trebuie să utilizeze o racletă cu duritate ridicată, iar grosimea racletei trebuie să fie de 10-12 mm. Lungimea racletei depinde de dimensiunea cadrului ecranului, în general cu 20-30 mm mai lată decât ambele părți ale graficii.
2. Ultima ediție. Găsiți o linie de regulă bună și determinați distanța netă. Distanța dintre ecrane este, în general, necesară pentru a fi precisă. Pentru a obține o bună precizie de supraimprimare, distanța dintre ecrane trebuie setată la o valoare mai mică, de aproximativ 3-4 mm, cadrul ecranului mic trebuie setat la 2-3 mm, iar formatul mare poate fi setat la o înălțime de 5-6 mm. Parametrii distanței dintre ochiuri sunt determinați în funcție de dimensiunea ecranului și de etanșeitatea ochiurilor întinse.
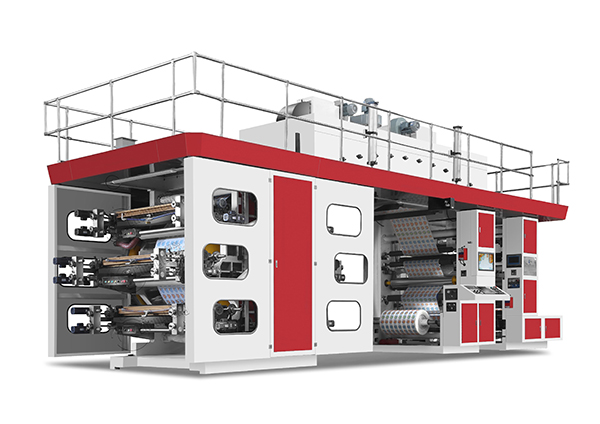
Prin urmare, o bună treabă de ajustare amașină de imprimare flexograficăpoate asigura mai eficient calitateamașină de imprimare flexografică, pentru a satisface nevoile de imprimare ale oamenilor.
Data publicării: 07 iulie 2022